

智能工厂是面向生产的全产业链环节,将新一代信息技术与现有生产过程的工艺和设备运行技术以及人进行深度融合,实现工厂横向、纵向和端对端的高度集成,提升全面感知、预测预警、协同优化、科学决策的四项关键能力,以更加精细和动态的方式提升工厂运营管理水平,并推动形成新的制造和商业模式创新综合性解决方案。
主要特点
技术途径
构建一个以泛在感知和泛在智能服务为特征的新一代能源化工生产环境,将无处不在的传感器、智能硬件、控制系统、计算设施、信息终端通过CPS连接成一个智能网络,最大限度的开发、整合和利用各类企业信息资源、知识、智慧。
集成的目标
使人与人、人与机器、机器与机器、以及服务与服务之间能够互联,从而实现横向、纵向、和端对端的高度集成。
业务应用集成化
解决企业内部信息孤岛,将智能工厂各应用系统纳入到统一的体系框架中,统一管理各业务应用,使各业务应用成为有机的整体,实现智能工厂业务应用的一体化。
智能工厂标志
生产流程智能化、生产设备动态适应个性化的管理,基于大数据与云计算的挖掘分析与预测判断。
方案内容
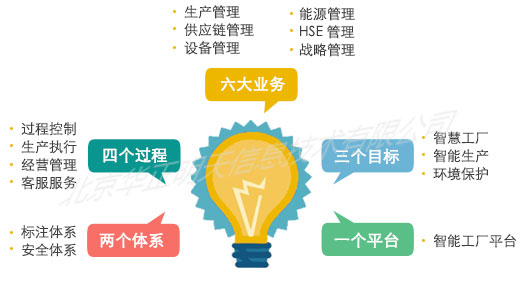
(智能工厂的总体框架)
一个平台
构建智能工厂平台的应用与辅助决策中心,实现信息的集聚、人员的集聚、任务的集聚;实现跨系统、跨部门、跨企业的业务协作;解决易购系统之间的连通性问题及数据交换问题。
两项体系
标准体系:通用基础标准、数据层标准、应用层标准、基础设施层标准、信息安全标准、管理与服务规范
安全体系:信息安全、服务安全、网络安全、物理安全、管理安全
三个目标
系统围绕着智能工厂两个核心方面生产与智智能,在工业4.0时代,机器设备具有强大数据处理能力,它们提供的信息、统计数据和动态分析能够使生产变得更精益、更节能。节约水电对现代工厂管理来说也是一个重要因素,智能工厂能够帮助企业实现智慧工厂、智能生产、环保保护的目标。
四个过程
广义数字化工厂用于生产企业资产过程控制、生产执行、经营管理、客服服务建设与业务流程高度融合,实现业务全流程的自动化、智能化,以提升工厂的生产效率、安全水平和决策能力。将大量复杂的工厂资产相关数据转化为容易理解和以业务导向的信息,并且无缝集成各种工厂企业信息系统。
六大业务
工厂设施设备各类静动态数据与现有信息化体系为基础与前提,结合工厂生产运行与安全应急相关模型,挖掘、动态分析,业务渗透于功能建设,提供各项业务的专题式服务。
用户获益
1. 建立了一体化协同生产管控新模型,提升了资源优化和调度指挥水平。
2. 实现了模型化、自动化生产操作管理、提高了生产操作质量和效率,支撑了生产安稳高效的运行。
3. 实现了产能和用能在线优化管理,支撑了能源管理创新。
4. 实现了HSE管理精细化、协同化,提升了安全环保水平和应急指挥能力。
5. 实现了设备状态监测和预防性维护,支撑了装置可靠稳定性运行。
6. 实现生产全局信息的集成化和可视化,提升了生产运营动态分析辅助决策能力。
 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN