智能包装可以实现对产品的流通过程全程定位,并表现出产品的实际品质。在随着全球化程度地提高,市场范围大大延伸,产品供应链也随之扩大。消费者对产品品质的保证要求越来越高,尤其是食品的新鲜度和精密仪器的保护程度以及药品的安全性。这就间接控制产品供应链中的制造商、物流运输第三方和零售商,提高生产产品的品质和运输效率,来保证产品流通的成功率,减少零售商的退货和消费者的投诉。消费者对产品包装功能的不断追求,是促进智能包装的主要动力。
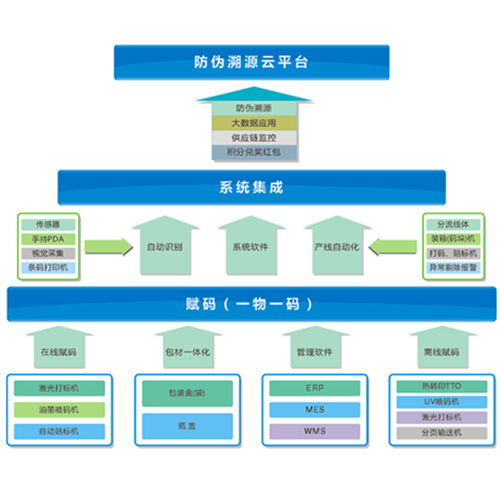
1、赋码方式:
● 包材一体化:一物一码(包装盒、软包装袋、编织袋、瓶盖、封口膜);
● 激光打码:生产包装环节,通过激光打标机在线打码(一物一码);
● 油墨喷码:生产包装环节,通过喷码机在线喷码(一物一码);
● TTO热转印:包装袋灌装前,通过TTO热转印设备离线赋码;
2、在线采集:
● 视觉读取器:自动读取产线输送带上的产品条码数据(一物一码);
● 移动数据终端PDA:手持移动终端,人工采集读取产品大、小包装的条码数据(一物一码);
● 条码扫描枪:工业级扫描枪(USB/RS232接口),安装在电脑桌面上人工采集读取产品大、小包装的条码数据(一物一码);
3、数据关联:
● 工业控制主机:盒(瓶)码、中盒码、大箱码、垛(托盘)码多级包装数据;
● 条码打印机:按照包装规格,打印关联的外箱条码标签(手工粘贴);
● 外箱喷码机:安装在包装输送线体,在线喷印纸箱彩盒条码;
● 自动贴标机:安装在生产线,自动粘贴盒(瓶)、箱标签;
4、辅助配件:
分页机、分流线体(输送带)、PLC控制系统、异常报警剔除、防呆处理系统、出入库门禁管理(RFID)。
成功案例
华芳苑、湖南悦予、大华种业、世纪诺华、北美电器、健兴药业
 如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!
如果您对此感兴趣,欢迎问问展商吧!



 CHN
CHN EN
EN